




In modern materials physics and civil engineering, reflective insulation technologies represent a significant shift in the approach to thermal protection of buildings and industrial facilities. Traditional insulation materials, which rely on volume and layer thickness to trap heat, are increasingly being supplemented or replaced by thin-film coatings. These modern materials are widely used in energy, heating, construction, and cultural heritage protection. Their main advantage is their ability to achieve high thermal insulation efficiency when applied in layers only 1 to 5 millimeters thick, which in many respects can replace several tens of centimeters of conventional insulation.
The role of vacuum microspheres and the thermal mirror effect
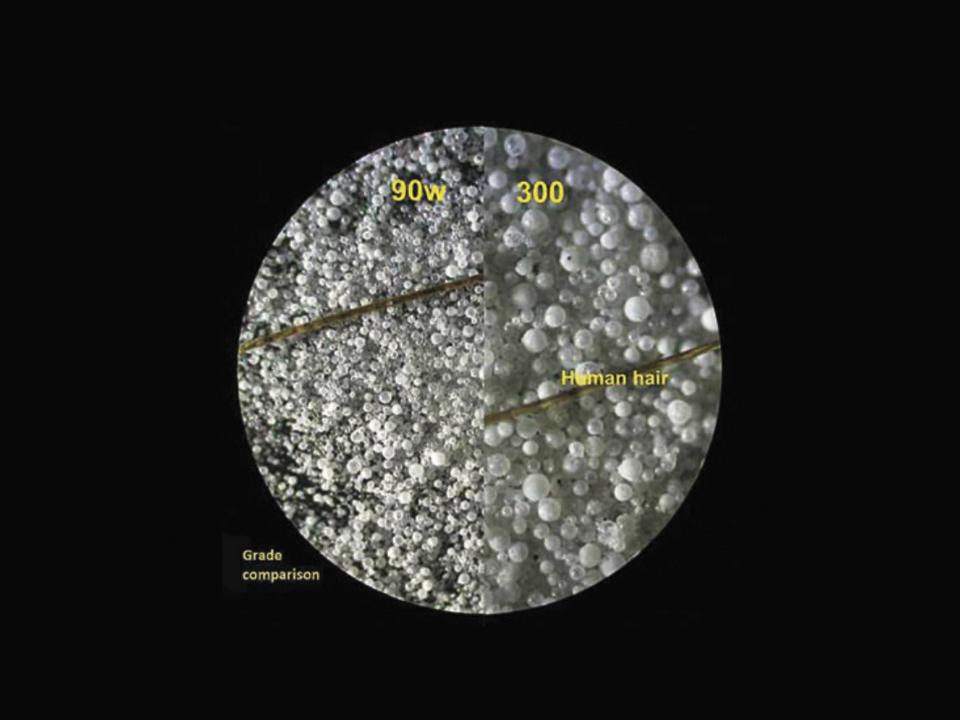
The basic structural element of reflective insulation coatings are special hollow microspheres several microns in size, whose interior is filled with a vacuum. When the coating is applied, these microspheres are layered on top of each other, creating a continuous and highly functional barrier. This structure creates a so-called "thermal mirror." From a physical point of view, the vacuum inside the microspheres is a perfect insulator, as the absence of a material environment prevents heat transfer by convection and significantly reduces its transfer by conduction.
Reflection of solar radiation and elimination of heat conduction
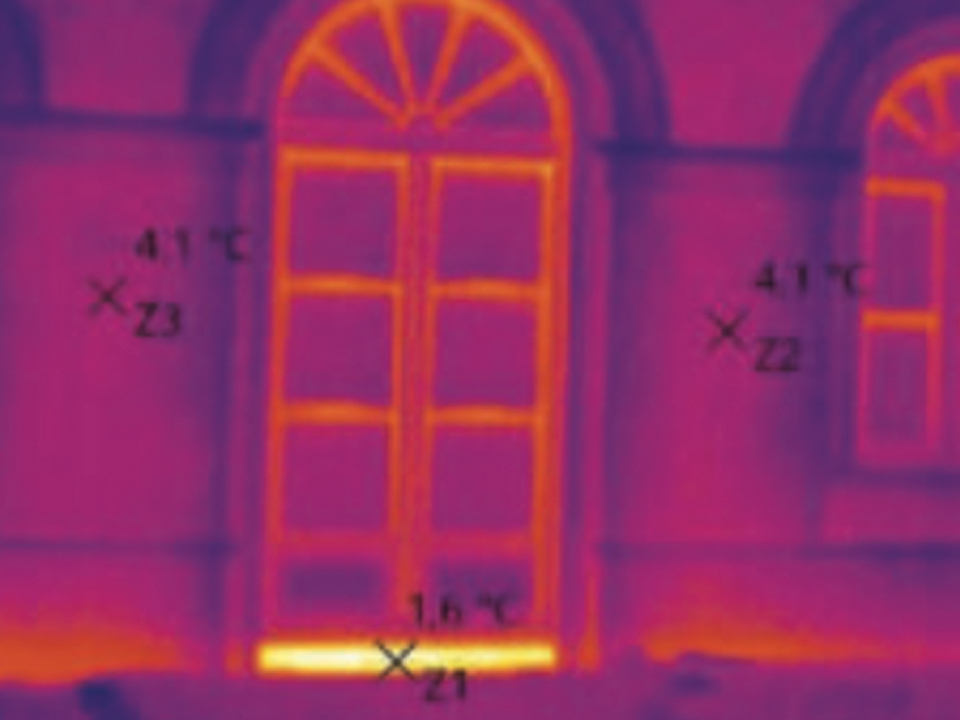
The mechanism of action of these coatings is based on a combination of high reflectivity and low thermal conductivity. On the exterior, the coatings reflect most of the incident solar radiation back into the atmosphere. In industrial applications, such as steel pipes carrying steam at a temperature of +270 °C, heat penetrates the pipe wall, but most of it is reflected back into the system at the interface with the coating layer. The residual thermal energy that penetrates the internal structure of the coating is captured by the vacuum microspheres and does not escape into the surrounding environment. This effectively eliminates unwanted heat conduction and the surface temperature of the insulated object drops to the ambient temperature.
Thermal insulation and reduction of energy losses
Reflective insulation coatings are characterized by excellent thermophysical parameters, which lead to a significant reduction in energy losses. In the winter months, they prevent heat from escaping from the interior, while in the summer they prevent buildings from overheating. In industry, they reduce heat losses in steam, hot water, and oil distribution systems. A significant technical advantage is the possibility of application during full operation without the need for shutdown, even on surfaces with temperatures up to +220 °C. Short application time and long service life of 15 to 20 years make these materials a highly effective solution.

Vapor permeability and protection against surface condensation
A key parameter of these coatings is their vapor permeability. The material allows water vapor to pass freely from the structure to the outside. Thanks to its ability to distribute heat evenly across the coated surface, the coating effectively eliminates thermal bridges. This significantly reduces the risk of surface condensation of water vapor, which ultimately prevents mold growth and material degradation.

Insulation of high-temperature distribution systems and occupational safety
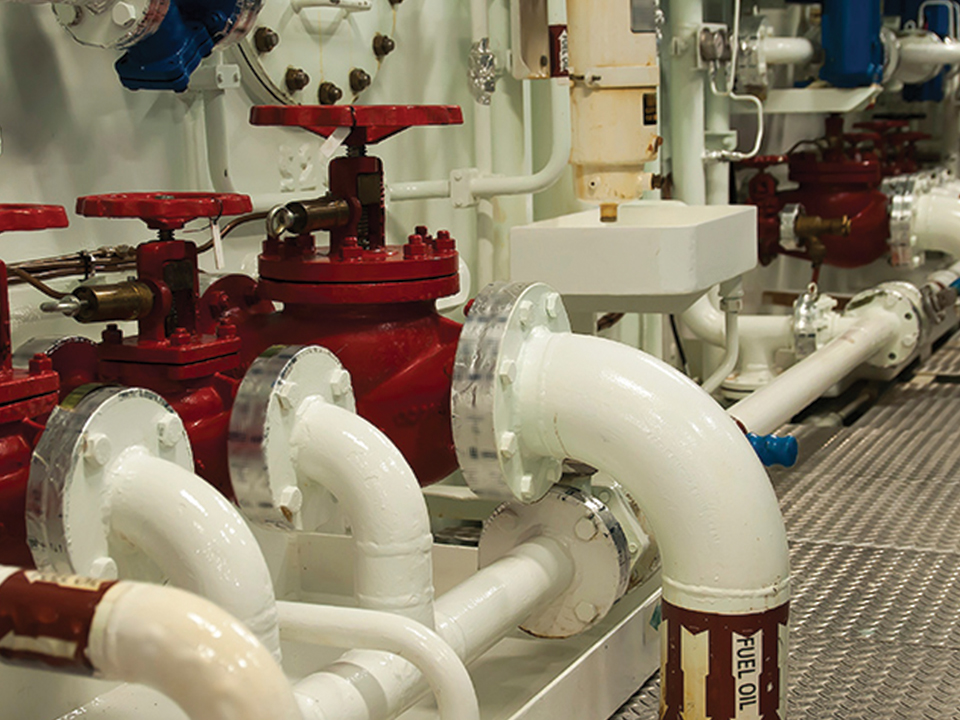
In the industrial sector, reflective coatings are applied to steam pipes, heat exchangers, boilers, oil product storage tanks, and refrigeration equipment. In addition to their primary function of reducing energy consumption, they play an irreplaceable role in occupational safety (OSH). By reducing the surface temperature of high-temperature equipment, they protect workers from burns and other occupational injuries.

Corrosion protection and extended equipment life
Applying coating material to areas prone to water vapor condensation provides a significant benefit in the form of corrosion protection. Preventing condensation from forming on the surface of steel structures and pipes eliminates the risk of rust. In addition, a thin coat of paint allows for quick and easy visual inspection of any defects in the piping, thus preventing accidents. The coatings are also resistant to biotic pests such as rodents, birds, and insects, which further extends the overall service life of industrial equipment.
Improved thermal comfort in interiors and exteriors
In construction, these materials are used as facade, roof, and interior coatings. When used indoors, the coating absorbs thermal radiation and then radiates it back into the heated space, significantly increasing the thermal comfort of users. Thanks to their bacteriostatic properties and ability to prevent mold growth, these materials are ideal for use in public spaces, schools, hospitals, and food processing facilities.

Specifics of application on historic and listed buildings
The restoration of historic buildings is a specific and very demanding area. The use of reflective insulation coatings in heritage conservation allows the visual and material authenticity of cultural monuments to be preserved, where the use of conventional bulk insulation (e.g., polystyrene or mineral wool) is unacceptable for aesthetic and historical reasons. Modern microsphere-based thermal coatings can slow down the degradation of historic materials in an unprecedented way, ensure energy savings, and improve the user comfort of older buildings, as confirmed by the findings of the National Heritage Institute.

Environmental aspects and sustainability of coating systems
In conclusion, it is necessary to assess the environmental impact and sustainability of these technologies. Reflective insulating coatings are a highly ecological solution. They are water-soluble, harmless to health, and non-flammable. Their application directly contributes to reducing the carbon footprint through significant energy savings in heating and cooling. Their composition is environmentally friendly and highly resistant to UV radiation.
Reflective insulation coatings based on vacuum microspheres are an innovative, multifunctional, and sustainable solution. They combine excellent thermophysical properties with corrosion protection and vapor permeability. Their ability to adapt to a wide range of conditions – from extreme industrial operations to sensitive historic facades – makes them a technology with enormous potential for future development in the field of energy savings and material protection.
